Złe podawanie drutu jest częstym problemem spotykanym w wielu operacjach spawalniczych. Niestety może to być znaczące źródło przestojów i utraty produktywności, nie mówiąc już o kosztach.
Złe lub nieregularne podawanie drutu może prowadzić do przedwczesnej awarii materiałów eksploatacyjnych, przepaleń, tworzenia się gniazd ptaków i innych. Aby uprościć rozwiązywanie problemów, najlepiej najpierw poszukać problemów w podajniku drutu, a następnie przejść do przodu uchwytu, w stronę materiałów eksploatacyjnych.
Znalezienie przyczyny problemu może czasami być skomplikowane, jednak problemy z podawaniem drutu często można rozwiązać w prosty sposób.
Co się dzieje z podajnikiem?

Znalezienie przyczyny złego podawania drutu może czasami być skomplikowane, jednak często można rozwiązać ten problem w prosty sposób.
Jeśli wystąpi słabe podawanie drutu, może to być spowodowane kilkoma elementami podajnika drutu.
1. Jeśli rolki napędowe nie poruszają się po naciśnięciu spustu, sprawdź, czy przekaźnik nie jest uszkodzony. Jeśli podejrzewasz, że to jest przyczyną problemu, skontaktuj się z producentem podajnika w celu uzyskania pomocy. Kolejną możliwą przyczyną jest uszkodzony przewód sterujący. Możesz przetestować przewód sterujący za pomocą multimetru, aby określić, czy potrzebny jest nowy kabel.
2. Przyczyną może być nieprawidłowo zainstalowana rurka prowadząca i/lub niewłaściwa średnica prowadnicy drutu. Rura prowadząca znajduje się pomiędzy kołkiem zasilającym a rolkami napędowymi, aby zapewnić płynne podawanie drutu z rolek napędowych do uchwytu. Zawsze używaj rurki prowadzącej o odpowiednim rozmiarze, ustawiaj prowadnice jak najbliżej rolek napędowych i eliminuj wszelkie przerwy na ścieżce drutu.
3. Poszukaj słabych połączeń, jeśli uchwyt MIG posiada adapter łączący uchwyt z podajnikiem. Sprawdź adapter za pomocą multimetru i wymień go, jeśli działa nieprawidłowo.
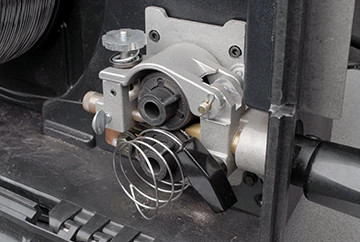
Przyjrzyj się rolkom napędowym
Pokazane tutaj zagnieżdżanie się ptaków może nastąpić, gdy prowadnik zostanie przycięty zbyt krótko lub prowadnik ma niewłaściwy rozmiar dla używanego drutu.
Użycie rolek napędowych o niewłaściwym rozmiarze lub rodzaju może spowodować nieprawidłowe podawanie drutu. Oto kilka wskazówek, jak uniknąć problemów.
1. Zawsze dopasowuj rozmiar rolki napędowej do średnicy drutu.
2. Sprawdź rolki napędowe za każdym razem, gdy umieszczasz nową szpulę drutu w podajniku drutu. W razie potrzeby wymienić.
3. Wybierz rodzaj rolki napędowej w zależności od używanego drutu. Na przykład gładkie rolki napędowe nadają się do spawania drutem litym, natomiast rolki w kształcie litery U lepiej sprawdzają się w przypadku drutów rurowych – proszkowych lub metalowych.
4. Ustawić odpowiednie naprężenie rolki napędowej tak, aby wywierał wystarczający nacisk na drut spawalniczy i umożliwiał jego płynne podawanie.
Sprawdź wkładkę
Kilka problemów z wykładziną spawalniczą może prowadzić do nieprawidłowego podawania drutu, a także wypaleń i tworzenia gniazd ptaków.
1. Upewnij się, że wkładka jest przycięta na odpowiednią długość. Podczas montażu i przycinania wykładziny połóż pistolet płasko, upewniając się, że kabel jest prosty. Pomocne jest użycie miernika liniowego. Dostępne są również systemy materiałów eksploatacyjnych z wkładkami, które nie wymagają pomiaru. Blokują i koncentrycznie wyrównują końcówkę stykową i styk zasilania bez elementów mocujących. Systemy te zapewniają bezbłędną wymianę prowadnicy, eliminując problemy z podawaniem drutu.
2. Użycie prowadnicy drutu spawalniczego o niewłaściwym rozmiarze często prowadzi do problemów z podawaniem drutu. Wybierz prowadnicę nieco większą niż średnica drutu, ponieważ umożliwia to płynne podawanie drutu. Jeśli wykładzina jest zbyt wąska, podawanie będzie trudne, co może spowodować przerwanie drutu lub zagnieżdżenie się ptaków.
3. Gromadzenie się zanieczyszczeń w prowadnicy może utrudniać podawanie drutu. Może to wynikać z zastosowania niewłaściwego typu rolki napędowej, co prowadzi do powstawania wiórów drutu w prowadnicy. Mikrołuki mogą również powodować powstawanie małych osadów spawalniczych wewnątrz wykładziny. Wymień prowadnicę spawalniczą, jeśli nagromadzenie powoduje nieprawidłowe podawanie drutu. Można także przedmuchać kabel sprężonym powietrzem, aby usunąć brud i zanieczyszczenia podczas wymiany linera.

Zbliżenie na przepalony drut w końcówce prądowej samoosłonowego pistoletu FCAW. Regularnie sprawdzaj końcówki kontaktowe pod kątem zużycia, brudu i zanieczyszczeń, aby zapobiec przepaleniu (pokazane tutaj), i w razie potrzeby wymień końcówki kontaktowe.
Monitoruj zużycie końcówki prądowej
Materiały spawalnicze stanowią niewielką część uchwytu MIG, ale mogą mieć wpływ na podawanie drutu — szczególnie na końcówkę prądową. Aby uniknąć problemów:
1. Regularnie sprawdzaj wzrokowo końcówkę prądową pod kątem zużycia i wymieniaj ją w razie potrzeby. Poszukaj oznak dziurki od klucza, która pojawia się, gdy otwór w końcówce stykowej z biegiem czasu staje się podłużny w wyniku przechodzenia przez niego drutu. Zwróć także uwagę na gromadzenie się odprysków, ponieważ mogą one powodować przypalanie i słabe podawanie drutu.
2. Rozważ zwiększenie lub zmniejszenie rozmiaru używanej końcówki kontaktowej. Spróbuj najpierw zmniejszyć rozmiar o jeden, co może pomóc w zapewnieniu lepszej kontroli łuku i lepszego podawania.
Dodatkowe przemyślenia
Złe podawanie drutu może być frustrującym zjawiskiem podczas spawania, ale nie musi spowalniać pracy na długo. Jeśli po sprawdzeniu i dokonaniu regulacji w kierunku podajnika do przodu nadal występują problemy, przyjrzyj się uchwytowi MIG. Najlepiej jest użyć najkrótszego możliwego kabla, który nadal może wykonać zadanie. Krótsze kable minimalizują zwijanie się, które mogłoby prowadzić do problemów z podawaniem drutu. Pamiętaj, aby kabel był możliwie prosty również podczas spawania. W połączeniu z solidnymi umiejętnościami rozwiązywania problemów, odpowiedni uchwyt może pozwolić na dłuższe spawanie.
Czas publikacji: 01 stycznia 2023 r


